Overview:
Accurate fixed-length control devices often require high-speed input and high-speed output functions, while coordinating the coordination between multiple devices. Due to its combination of high speed, communication and control functions, PLC is being used more and more widely in fixed length cutting equipment.
In this paper, Emerson's EC20 series PLC is applied to the noodle cutting machine. By receiving the text display information and the high-speed input signal of the encoder, the servo amplifier is driven by high-speed output and the inverter is controlled by communication, thereby achieving precise control of the noodle cutting length.
one. System process introduction
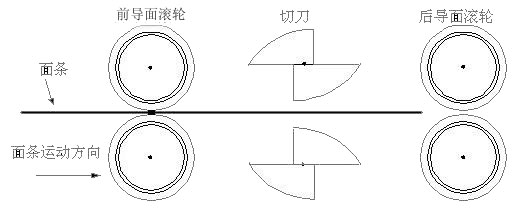
When the noodles are just produced, they are not as short as we usually see, but a long string of about 1.3 meters in length. Therefore, in order to suit people's consumption and convenient transportation, they need to be cut into several sections of appropriate length. .
Before the long face cutting, it is necessary to manually hang it on the face bar, and then bring the face bar and the long face into the device through the hooks on the main conveyor. After the cutter's rear end proximity switch senses that the face bar has arrived, the cutter action is controlled to cut the face bar away from the hanging surface, and the noodle surface has been pressed by the pair of guide rollers to continue forward. After that, the cutter continuously cuts the noodles, stops the movement after a fixed time or length, and waits for the next face.
The main drive of the noodle cutting machine is 3.7KW motor, which is controlled by Emerson frequency converter; the cutter action is driven by servo motor and controlled by servo amplifier; and it is equipped with text display for setting the length of the cutting surface and monitoring the state of the equipment; There is an Omron 1000 line incremental rotary encoder; the core control mechanism is Emerson EC20-PLC.
2. Process requirements
Length: The length of the noodles to be cut is from 100mm to 400mm. The minimum range that can be adjusted is 1mm, and the tolerance is ±2mm.
Main motor speed: In order to save energy, when several consecutive faces are interrupted, the motor needs to be down-converted to the lowest set speed; when every few faces are continuous, the motor needs to be slowly increased up to the maximum set speed.
Cutter action: Since the cutter is double-edged, each cutting action is half a turn, and the speed of the cutter should not be too slow to prevent the noodles from accumulating at the cutter.
Number of cutting knives: For the total length of the fixed noodles and the single length of the fixed noodles, the number of knives per face is fixed. However, the number of knives should be adjustable within less than the actual value, because sometimes the rear part of the long face may have problems such as bending and cannot be made into a finished product. At the same time, the remaining part needs to be recycled and re-formed into a long face, so it needs to be broken.
3. Electrical system structure and description
The electrical structure of the overall system is as follows
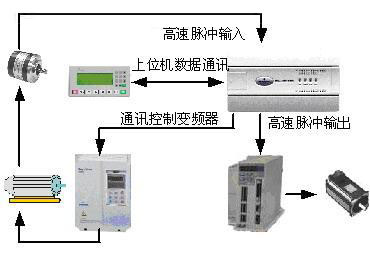
The black line in the figure represents the data stream, and the arrow indicates the direction in which the data is transmitted.
The text display communicates with the EC20's PORT0 communication port using the MODBUS protocol, with the PLC acting as a slave. The information sent by the main station mainly has the length of a long face, the length of the cut noodles, the number of cutting knives, manual/automatic switching, etc. The information returned from the station includes the current running frequency of the inverter, the number of cut knives, and the total face rod. Counting numbers, etc.
The inverter communicates with the EC20's PORT1 communication port using the free port protocol. During operation, the PLC sends three commands: start, stop, and frequency setting to the inverter. The specific transmission time and transmission period are controlled by the logic in the program.
The encoder sends the A and B two-phase signals to X0 and X1 of the PLC. The PLC applies the high-speed counting function to count the encoder signal, and after internal calculation and conversion, determines when to drive the servo amplifier to operate.
The servo amplifier is connected to the high-speed output terminal Y0 of the PLC, and the speed and position of the cutter are determined by the frequency and number of high-speed pulses output from the PLC.
4. Process realization
Length control: The encoder signal is connected to the PLC for precise length control. In fact, it is only necessary to find the correspondence between the encoder and the length of the noodle. According to the programming experiment, the number of pulses sent by the ten-bar surface encoder is 70,610, and the length between each face bar is 1527mm through actual measurement, so that the number of corresponding pulses per millimeter is 4.624. Therefore, it is only necessary to multiply the set length by 4.624 in the program, and the cutter action can be generated when the high-speed count reaches this requirement.
Main motor speed adjustment: If the process is directly implemented according to the original requirements, the program modification is large, and the difficulty is how to judge "continuous". If the concept of time interval is used to judge continuity, it is possible at a fixed speed. However, after several “continuous†times, the other party requests to increase the speed, and the corresponding time interval will also change. This requires that the time scale for judging “continuous†should also be continuously changed, and the change of time interval and the frequency of the inverter. Not a complete linear relationship, the problem is more complicated.
This time, an approximate implementation method is adopted: the frequency is increased every time the face bar arrives, and the frequency is reduced without the face bar approaching the signal for a certain period of time. The experimental effect of this method is roughly the same as that required by the user.
Cutter action: The action of the cutter is controlled by the servo amplifier. It is known from the program that it needs to receive 17173 pulses for half a turn (the knife is double-edged).
Cutter speed problem: In fact, it is only necessary to find the corresponding cutter speed when the maximum speed of the conveyor belt is maintained. The equal ratio between them can be achieved to achieve no accumulation of noodles. Through field measurement, when the conveyor speed reaches the highest, the servo servo receives a pulse frequency of 90KHz.
The number of cutting knives is adjustable: this problem can be regarded as a change in the total length of the noodle, so it is only necessary to cut the specified number of times normally, and the remaining part can be rotated at a high speed. It should be noted that each turn consumes a fixed time at high speeds, so rotation before the arrival of the next face approach signal may cause the system to miss the proximity signal.
In order to avoid this phenomenon, it is necessary to determine the last high-speed rotation according to the length of the noodle. This time, the B phase in the encoder is used to feed back the length of the noodle. When the number of pulses is greater than 6000 (it has passed the noodle 1.3m), it does not move at high speed.
5. Conclusion
One of the typical applications of a small programmable controller is to read, write, control and monitor other devices connected to the PLC through a host computer. The noodle cutting machine introduced in this paper is just like this. Through the actual operation of the machine, the cutting effect of the noodle is ideal, fully satisfying all aspects of the customer's requirements.
Glow In Dark Tape
1. Material and classification of glow in dark tape
We have PET material glow in dark tape and PVC material glow in dark tape. PET material is cheaper but not printable. PVC material support customized printing with low MOQ.
For both materials, we have different kinds according to the glowing time it can last after full charging (0.5hours charging at least). We have 2hours, 4hour, 6hours, 8hours and 10hours according to the glowing period it can last.
2. Colors for choosing
We have light green, pink, orange, red, blue, white for choosing.
3. Features
a. Good ahesion, we use solvent acrylic adhesive, the adhesive is strong and long lasting.
b. Waterproof. Both PET and PVC material are waterproof. Can used for both indoor and outdoor usage.
c. Long service life: 2~3 years even for outdoor usage.
d. Different sizes for choosing: 1.24m x 45.7m log roll, or other customized sizes such as 25mm/ 50mm x 5meters/ 10yards/ 10meters/ 18meters, etc.
e, Accept die cuting to small pieces such as dots, stars, arrows, etc,








Glow Grip Tape,Luminous Adhesive Tape,Waterproof Glow In The Dark Tape,Glow In The Dark Reflective Tape
Kunshan Jieyudeng Intelligent Technology Co., Ltd. , https://www.jerrytape.com