Abstract: The initial fluidization velocity, smooth fluidization of powder particles and its control method, spray granulation mechanism and sudden instability phenomenon of fluidized bed spray granulator were studied. It is pointed out that the experimental value of the initial fluidization velocity is much larger than the theoretical value, but the operation control of the smooth fluidization can be realized by monitoring the bed lamination drop. The particles grow up in agglomerated manner, and the wet-shock instability is the main form of fluidized granulation failure in this paper. The effects of various process parameters on granulation and sudden change instability are discussed, and the results help to guide actual production.
Fluidized bed spray granulation process integrates mixing, granulating and drying processes into one unit. It has simple process, compact equipment, low energy consumption and good environmental performance. It is suitable for heat sensitive materials and particles. The advantage is a more advanced granulation method and equipment, which is increasingly used in industry.
In this paper, the FL-3C fluidized bed spray granulator in the pharmaceutical industry was taken as the research object, and the corn starch was used as the material. Through the analysis of several experimental phenomena and its mechanism, the fluidized conditions and control of the equipment were studied. The effects of methods, granulation mechanisms, and operating parameters on stable operation.
1 experimental device
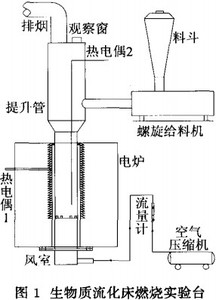
The modified FL-3C fluidized bed spray granulator was used as the experimental equipment, and its working principle is shown in Figure 1. The air is sucked by the fan 7 and the sucked air is filtered by the filter 12, heated by the heater 11, and introduced into the hopper 14 and the expansion chamber 8 by the distribution plate 13 at the bottom of the container to fluidize and dry the powder. After the zui, it is filtered and discharged through a bag filter. The flow rate of the fluidizing air is adjusted by the frequency conversion speed regulation of the fan motor. The binding liquid is sucked by the infusion pump 3, and is ejected downward through the atomizing nozzle 4 located at the upper portion of the expansion chamber 8.
Using the above experimental device, corn starch is used as raw material, gelatin is spray adhesive, and different operating parameters (binder flow rate, fluidizing air inlet temperature, atomizing air pressure, binder concentration, binder solution) are used. A large number of fluidized bed spray granulation experiments were carried out for the amount and spray time. The following discusses some of the phenomena observed during the experiment and their mechanisms. 2 Study on the condition of smooth fluidization of powder particles For fluidized bed spray granulation, it is necessary to ensure that the powder in the equipment is in a relatively stable fluidization state, which is a necessary condition for granulation. It is generally believed that the initial fluidization velocity of the powder can be calculated by referring to the relevant formula of the fluidized bed design. For the tapered fluidized bed, the initial fluidization velocity umf can be calculated by the formula (1).
When the size of the equipment is constant, the gas volume is too small to achieve fluidization; if the gas volume is too large, the particles are adsorbed onto the wall of the bag, and granulation cannot be achieved. In the pharmaceutical industry, granulated powders have a relatively small initial particle size, generally ranging from a few microns to tens of microns. The corn starch used in the experiments herein has a particle size of 2 um to 3 um. However, if the initial fluidization velocity is calculated by substituting the actual particle size of the powder into equation (1), it is found that the theoretical initial fluidization velocity obtained is quite different from the experimental value. The experimental initial fluidization velocity is much larger than the theoretical one. value.
Through a large number of experiments and observations, the reason for this great difference is that the particles are formed into loose agglomerates by the action of the gas flow and the viscous surface force. As the particle size decreases, the specific surface area of ​​the particles increases inversely proportional to the diameter of the particles. Compared with the gravity of the particles, the influence of the viscous surface interaction between the particles on the fluidization behavior of the particles is gradually increased. Therefore, the ultrafine particles are usually present in the form of agglomerates in the natural state due to the action of the viscous surface force, rather than being in the form of isolated primary particle particles.
However, the initial particle size of the granulated powder is generally in the range of several micrometers to several tens of micrometers, and the viscous surface force is still weak compared with gravity, so it still exists as a primary particle in a natural state. However, the fluidized fine particles can form a large loose agglomerate during the movement due to the action of the gas flow and the viscous surface force. After the fluidization is stopped, the agglomerates are disintegrated, which makes it difficult to directly observed. In addition, the two-phase flow phenomenon in the fluidization process will also increase the actual initial fluidization speed.
In this paper, corn starch granulation is used. If the equivalent fluidized particle size at the initial fluidization is calculated according to the measured initial fluidization velocity and the formula (1), the agglomerate particle equivalent formed in the fluidization can be approximated. The particle size is generally in the order of hundreds of microns.
3 The method of smooth fluidization is studied. There are many factors affecting the fluidization state of the powder. When the size structure of the fluidized bed spray granulator is determined, the particle size, density, moisture content, gas velocity and particle size of the powder are different. Agglomeration, two-phase flow, etc. all affect the fluidization state. Due to the phenomenon of agglomeration of fluidized particles, the actual initial fluidization velocity of this experiment is much larger than the theoretical value. Therefore, it is difficult to determine the initial fluidization of fluidized bed spray granulation by theoretical methods in the actual production process. Gas velocity and suitable fluidizing gas velocity. According to the fluidized bed theory, in the fixed bed stage, the bed lamination decreases as the gas flow rate increases. By the fluidized bed stage, the bed is maintained at a substantially constant bed lamination level. At the junction of the fixed bed and the fluidized bed, there will be a sudden change in bed lamination. Further analysis of the laminar fluidized bed lamination drop found that, unlike the cylindrical fluidized bed, in the conical fluidized bed, the gas velocity gradually decreases along the height of the bed, and the particles are sized. Automatic rating. As the gas flow rate increases, the particles at the bottom of the conical fluidized bed begin to fluidize, referred to as the "initial point", while the upper portion of the bed remains a fixed bed. The flow rate continues to increase, the fluidized portion of the bed gradually increases, the fixed bed rises and becomes thinner, and the fixed bed disappears until the "full flow point", after which the entire bed remains fluidized. Therefore, the tapered fluidized bed does not have a so-called critical fluidization point, and the pressure loss from the transition from the fixed bed to the fluidized bed is larger than that of the cylindrical bed.
based on the above analysis. In this paper, the characteristics of large pressure loss when using a conical fluidized bed to transition from a fixed bed to a fluidized bed are utilized. The initial fluidization point of the fluidized bed spray granulator was determined by real-time monitoring. According to this paper, the relationship between the air flow rate and the bed laminate drop Ap is experimentally studied. Figure 2 is a typical experimental result of the inlet flow rate and bed lamination drop Ap. The horizontal axis factory is the frequency of the fan frequency control. Its value is proportional to the fan flow or gas velocity. Can indicate air flow rate or flow. The use of a variable speed frequency plant rather than direct use of the intake flow rate or flow rate is primarily to facilitate operational control during actual production.
Can be seen from Figure 2. The fluidized bed spray granulator is in a fixed bed stage. The bed lamination drop Ap increases as the intake air volume increases. After reaching the large pressure drop S point of zui (f=17 Hz), the amount of intake air further increases. Bed lamination is reduced but reduced. It can be considered that the S point is the fluidization point of the material. From the S point, the particles are in a fluidized bed state, and gradually enter a more stable full fluidization state, at which time the material in the granulator rolls from the bottom to the top. There is a process because of the initial fluidization of the conical fluidized bed. After the S point, the adhesive should not be sprayed immediately to start granulation. Also. Since the moisture content of the material after injection of the liquid increases, the mass is correspondingly increased, and a larger gas flow rate is required to maintain a good fluidization state. therefore. The flow rate of fluidizing gas actually required during the spraying process. It is greater than the initial fluidization velocity corresponding to point S.
Through experiments, it is considered. The initial fluidization point S can be determined by the following method. And control the fluidized bed spray granulation process in a state of smooth fluidization:
1) After driving. Firstly, the fluidized air flow rate is gradually increased by frequency conversion, and the fluidized bed lamination drop Ap is monitored in real time.
2) Calculate or observe the increase in bed lamination drop when the bed lamination drops Ap to the high point of zui. That is, the increment of the pressure drop gradually decreases to zero, and then it is negative. Indicates that the fluidized bed reaches the initial fluidization point S.
3) After reaching the fluidization point S, the air flow rate is appropriately increased to achieve a better fluidization state. Under the experimental conditions of this paper, after reaching the fluidization point. The frequency conversion frequency is increased by 6Hz~10Hz. That is, the level of f=23 Hz to 27 Hz is maintained. Can enter a smooth fluidized state.
In a large number of experiments in this article. The above method is used to control the fluidization state. A good fluidized spray granulation effect has been achieved.
Research spray granulation mechanism 4 for fluidized bed spray granulator study shows that management. Fluidized bed granulation process. There are two ways to grow the granules: one is the growth of the coat; the other is the agglomeration. The mechanism of the two types of particle growth is different. The physical properties of the product vary.
Figure 3 is a graph showing the structure of a product prepared from corn starch under the experimental conditions herein. It can be seen from the figure that the growth of the obtained product particles is agglomeration and growth.
The basic characteristics of agglomeration granulation are: under the action of spray droplets. The adjacent powders that are wetted in the fluidized bed collide with each other. A liquid cross-over bridge is formed between the powders, and the wet adjacent powders are combined due to surface tension and negative pressure suction. As the drying process progresses. The solvent is gradually evaporated from the binder, and the liquid cross-over bridge between the particles gradually condenses into a solid skeleton. Thereby many powder particles are combined to form larger particles.
Particles grown in agglomerated manner, according to different atomized droplet process conditions. There are several different ways to grow your particles:
1) When the spray droplets are small, the granulation process consists of powder particles + powder particles - particles. Particle + powder - fine grain consists of two stages. Since the generated particles consume a lot of particles and droplets. And the droplets are small and evaporate quickly. It is difficult to form larger particles.
2) When the spray droplets are medium in size. The granulation process is in addition to the two stages of particle formation and fine granulation described above. It is also possible to progress to the third stage, namely: fine particles + fine particles, fine particles + powder particles - particles. at this time. The particles grow faster. A granule product having a larger particle size can be obtained.
3) When the spray droplets are large, the granulation process is divided into four stages. Based on the above three granulation stages. Fine particles + fine particles are also present. Stage 4 of fines + granules - coarse granules. At this time, the particles grow faster and the particle diameter becomes larger. However, since the particles, fine particles, fine particles, particles, and coarse particles are present during the granulation process, the particle size distribution of the obtained particles is considerably wide.
Experiments show that the granulation process of the FL-3C fluidized bed spray granulator conforms to the above-mentioned particle growth process. Understanding the granulation mechanism helps to further understand the effects of different process variables on the particle size and distribution of the product. For example, experiments have shown that the amount of binder added and the spray air pressure of the binder have a large effect on the particle diameter and distribution of the product. This phenomenon can be explained by the mechanism of the effect of the above spray droplet size on the growth of agglomerated particles.
In addition to the effect of the size of the spray droplets on the particle size, the growth mode of the agglomerated granules is also affected by the binding force such as the viscosity (surface tension) of the binder. When the viscosity of the binding liquid is high, the formed liquid bridge has a relatively strong bonding force, and has the ability to form secondary and tertiary coacervation granulation processes between the particles, fine particles and particles, so that the obtained particles are also larger. . The experimental results in which the particle size of the product becomes larger as the concentration of the binder increases, can be explained thereby.
In addition, the higher fluidizing air temperature is beneficial to accelerate the evaporation of the solvent in the binding liquid, reduce the droplet size of the binder solution, and reduce the number of liquid cross-linking bridges, so that the particle size of the product tends to decrease. The experimental results of a decrease in the diameter of the product particles as the intake air temperature increases can be explained by this.
The size of the fluidized bed spray granulation product particles also depends on the balance of the agglomeration adhesion and wear. On the one hand, the powder particles gradually combine to form larger particles due to the action of the spray solution. On the other hand, the collision between particles during fluidization will destroy or hinder the formation of particles. The amount of spray liquid and bond strength, operating parameters, fluidized bed structure, fluidization time, etc. all affect the balance of these two factors, thus affecting the particle size and distribution of the product.
5 Fluidized bed spray granulation sudden change instability and its influencing factors sudden change instability refers to a serious backflow phenomenon that occurs when liquid is introduced into the bed through the nozzle, so that the fluidization process cannot continue. Sudden instability can be divided into wet sudden instability and dry sudden instability. Sudden instability is catastrophic for fluidized bed spray granulation and should be avoided.
It is found that the wet quenching instability is the main form of fluidized granulation failure in this system. The main cause of the occurrence of wet-shock instability is that the effective heat provided by the hot air in the fluidized system does not satisfy the heat required for the liquid to evaporate during the granulation process, or the evaporation and addition of the liquid in the localized area is unbalanced. There are many factors that can cause wet sudden instability. For example, the spray rate of the binder is too fast, the concentration of the binder is too high, or the atomization droplets are too large, the atomization pressure is too low, or the atomization droplet nozzle is not proper. The gas inlet temperature is too low or the gas velocity is too low.
1) The spray rate of the binder is too fast. It has been found in the experiment that if the spray rate of the binder is too fast, the wet sudden instability will occur rapidly. At this time, the air resistance of the equipment is significantly increased, the air flow rate drops sharply, the fluidized bed disappears, large agglomerates that are not completely dried, and agglomerates adhere to the screen, and the screen is clogged. The reason for the analysis is that when the spray rate of the binding liquid is too fast, the atomized droplets are large and the wetting effect is strong, and the small particles connected by the liquid bridge are too late to dry, and rapidly aggregate to form larger particles until they are large. Wet block.
2) The spray air pressure is too low. When the atomizing air pressure drops to a certain value, the original normal operation will also cause severe wet sudden instability. As the atomization pressure decreases, on the one hand, the atomized droplets increase; on the other hand, the atomized droplet spray cone angle decreases, the range of the wetted powder particles shrinks, resulting in uneven distribution of atomized droplets, prompting the flow The chemical bed first appears large wet blocks in a localized range, which in turn leads to wet sudden instability of the entire fluidized bed.
3) The concentration of the binding solution and the amount of the bonding solution are too high, the amount of the binding liquid added too much or the spraying time is too long may cause the wet sudden instability. Mainly manifested in, as the concentration increases, there will gradually be too large block particles to be separated due to insufficient fluidization gas velocity, sinking at the bottom of the bed, resulting in poor fluidization or fluidization in the local area. As the amount of binder added increases, the bed humidity gradually increases, and after reaching a certain critical point, the fluidized bed undergoes wet sudden instability.
4) If the intake air temperature is too low, the intake air temperature is too high, which may cause the binder droplets to be prematurely dried and cannot be effectively granulated. On the other hand, if the intake air temperature is too low, the drying capacity of the fluidized bed will be greatly reduced, resulting in the inability of the binder to evaporate in time to cause excessive wetting of the powder particles, resulting in severe agglomeration and agglomeration of the powder particles, resulting in a sudden change in humidity. Instability.
5) Comprehensive effects of various factors The above factors affecting the instability of wet sudden change are analyzed. In the actual operation process, if several factors work together, the occurrence of wet sudden instability will be aggravated. Therefore, reasonable determination and control of various operating process parameters is of great significance to prevent sudden changes in fluidized bed spray granulation.
6 Conclusions Several phenomena appearing in the granulation process of FL-3C fluidized bed spray granulator were analyzed in depth, and the following conclusions were drawn: 1) Under the experimental conditions of this paper, the actual initial fluidization velocity It is much larger than the calculated value of the fluidized bed theoretical formula. The authors believe that the reason for this difference is due to the formation of loose agglomerates and two-phase flow in the fluidization of the particles. Therefore, the initial theoretical fluidization velocity of the device cannot be calculated using the existing theoretical formula.
2) The bed lamination difference of the equipment presents a very large peak when transitioning from a fixed bed to a fluidized bed. Therefore, it is proposed to determine the position of the peak by real-time monitoring of the difference in bed lamination difference, thereby determining the initial fluidization point, and thus The control device is in a relatively smooth fluidized state. The above method is used to control the fluidization state, and good results are obtained.
3) The granulation mechanism was studied. It was pointed out that the particles in the experiment were grown in agglomerated manner, the size of the spray droplets was different, and the granulation mechanism and particle size were also different. In addition, the viscosity of the binder, the temperature of the fluidizing air, and the collision wear of the particles will affect the particle size of the product. Understanding these mechanisms will help guide actual production.
4) Wet sudden change instability is the main form of fluidized granulation failure in this system. Many process parameters such as spray droplets, fluidized gas velocity, temperature, etc., if improperly set,
Spray drying granulation and fluidized bed granulation
 Study on Biomass Combustion and Bonding Mechanism of Different Bed Fluidized Beds
Study on Biomass Combustion and Bonding Mechanism of Different Bed Fluidized Beds  How does the thermal spray deaerator work?
How does the thermal spray deaerator work? 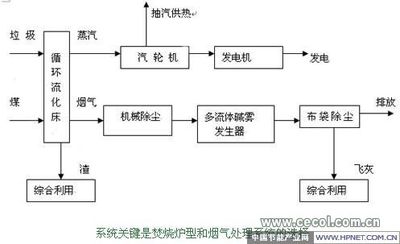 Principle analysis of circulating fluidized bed waste incineration power generation technology
Principle analysis of circulating fluidized bed waste incineration power generation technology  Spray shaft flow fan
Spray shaft flow fan Spray dust

Excerpt from "China Encyclopedia"
Fast Shipping Laser Distance Sensor
Hi there,
We create a new payment method online for you, so that all of our customers, and you can get the samples quickly. With the competitive prices online, it is easy to operate and finish your sample orders of JRT Laser Distance Sensor. It's really amazing, right? Let's go!
Greetings

Fast Shipping Laser Distance Sensor,Serial Laser Distance Sensors,USB Laser Distance Sensors,RS232 Laser Distance Sensors
Chengdu JRT Meter Technology Co., Ltd , https://www.infrareddistancesensor.com